フィルタープレスの教科書:04フィルタープレスの運転管理ポイント



この記事を読むとわかること
- フィルタープレス運転時に必要な5つの管理ポイントがわかる。
- 5つの管理ポイント(原料スラリーの撹拌状態、原料スラリーの供給状態、ろ過圧力、フィルタープレス設備のセット状態、排液貯蔵・回収)について、具体的な管理方法がわかる。
運転管理ポイント
実際のフィルタープレス運転時には どんなことに気を付ける必要があるのでしょうか? 下図の設備フロー(原料スラリーの撹拌~ろ液の回収)を元に、5つのチェックポイントを説明します。
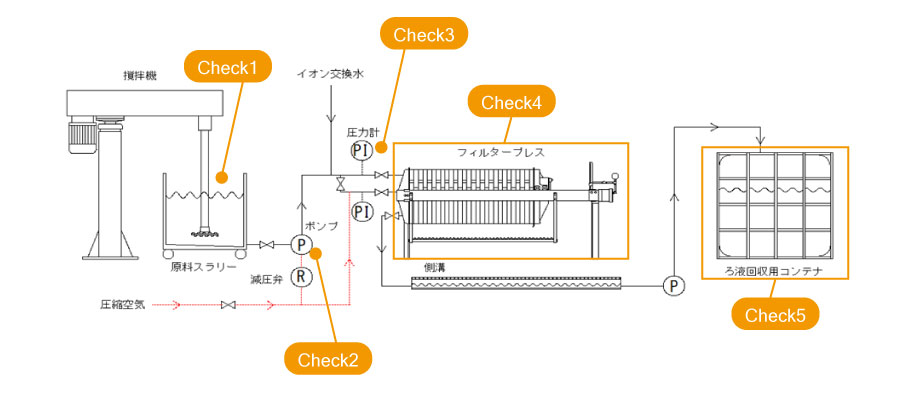
フィルタープレス運転時に必要な5つの管理ポイント
| Check1 原料スラリーの撹拌状態 |
原料スラリーが沈降しておらず(底を探って確認)、均一に分散されている状態 であればOK!原料スラリーの撹拌状態は、撹拌速度が低すぎる場合は沈降しやすく均一な撹拌にはなりません。 また、高すぎる場合はせん断力によりスラリー中の粒子が細かくなることで、目詰まりしやすくなります。 |
| Check2 原料スラリーの供給状態 |
原料スラリーがスムーズにフィルタープレスへ供給される状態 であればOK!原料スラリーを送液するポンプの圧力が適切でないと、キャビテーション(配管内の負圧により、スラリー中に気泡が発生すること)が発生します。 キャビテーションが発生すると、ポンプ内過負荷が生じ、ポンプ破損(スラリー内へ破損部品混入)することもあります。 |
| Check3 ろ過圧力 |
であればOK! ろ過開始直後からろ過圧力が上昇する場合は、目詰まり現象が発生している可能性が高いです。 また、ポンプの圧力設定が、フィルタープレス設備の耐圧を超える場合は、液漏れや設備破損の恐れがあるので、直ちに原料スラリー供給を止めて確認します。 |
| Check4 フィルタープレス設備のセット状態 |
フィルタープレス設備のチェックポイントは大きく分けて4つ。 1.脱水ケーキのろ枠内充填率が80~100%になるようにろ枠数を調整する。 ろ枠数が脱水ケーキに対して多い場合は、十分なろ過圧力がかからず、ケーキが脱水不良となります。 また、ろ枠数が少ない場合は、原料スラリーを処理しきれず、その後の通水洗浄も難しくなります。2.ろ枠、ろ布、ろ板の組み方に注意する。 ろ枠の番を間違えると、原料スラリーや洗浄水の通り道ができず、ろ枠内に脱水ケーキを形成できません。3.適切な通気度のろ布を使用し、連続で使用する場合は、使用毎にろ布を洗浄する。 ろ布の通気度が合っていない、またはろ布の洗浄が不十分な場合は、ろ過時に液漏れや目詰まりを起こしやすくなります。4.適切な圧力がかけられている。 適切な圧力がかかっていないと、ろ枠とろ布の隙間から原料スラリーが流出してしまいます。 |
| Check5 排液貯蔵・回収 |
むやみに排液(ろ液、洗浄水)を下水処理に流さない。 であればOK!地方自治体や省令に定められている排水基準に沿って、排水処理を行う必要があります。 例としては、省令に定められる有害物質(28物質)に該当する場合は、排水基準の対象外となり、有害物質の濃度・量に関わらず放流してはいけません。 また、当社では、上記に該当する排液だけでなく、pH、COD、SSなどの生活環境項目の許容限度を超える場合にも、排液を回収し廃液業者へ処理を依頼しています。 |
今回の内容をまとめたPDF資料はこちら >>>
当社ではフィルタープレス設備を複数備え、幅広い受託加工に柔軟に対応しております。
お客様のニーズに合わせて、フィルタープレスの前後工程(スラリー調製、脱水ケーキの乾燥等)を取り入れたワンストップ加工もお任せください!